piec do hartowania gazowego w próżni poziomy z jedną komorą




Czym jest hartowanie gazowe w próżni?
Hartowanie gazowe w próżni polega na nagrzaniu przedmiotu obrabianego w próżni, a następnie jego szybkim schłodzeniu w gazie chłodzącym o wysokim ciśnieniu i dużej szybkości przepływu, co pozwala na poprawę twardości powierzchni przedmiotu obrabianego.
W porównaniu ze zwykłym hartowaniem gazowym, hartowaniem w oleju i hartowaniem w kąpieli solnej, hartowanie gazowe pod wysokim ciśnieniem w próżni ma oczywiste zalety: dobra jakość powierzchni, brak utleniania i nawęglania; dobra równomierność hartowania i niewielkie odkształcenia przedmiotu obrabianego; dobra kontrola wytrzymałości hartowania i kontrolowana szybkość chłodzenia; wysoka wydajność, oszczędność na czyszczeniu po hartowaniu; brak zanieczyszczenia środowiska.
Istnieje wiele materiałów nadających się do hartowania gazowego w warunkach próżni i wysokiego ciśnienia, w tym głównie: stal szybkotnąca (taka jak narzędzia skrawające, formy metalowe, matryce, sprawdziany, łożyska do silników odrzutowych), stal narzędziowa (części zegarów, osprzęt, prasy), stal matrycowa, stal łożyskowa itp.
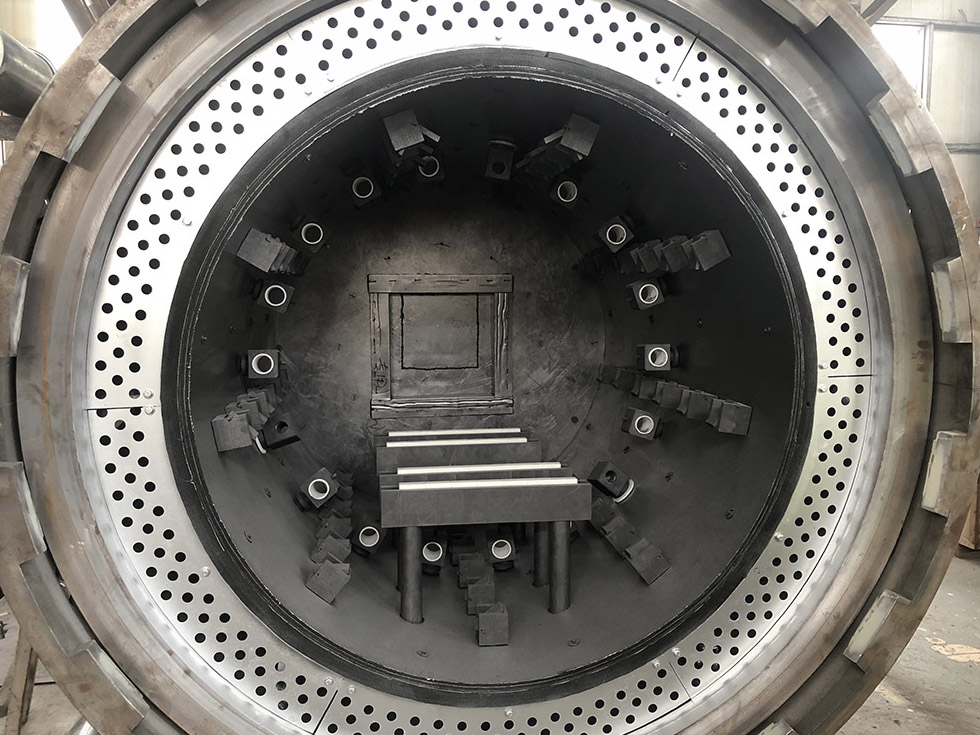
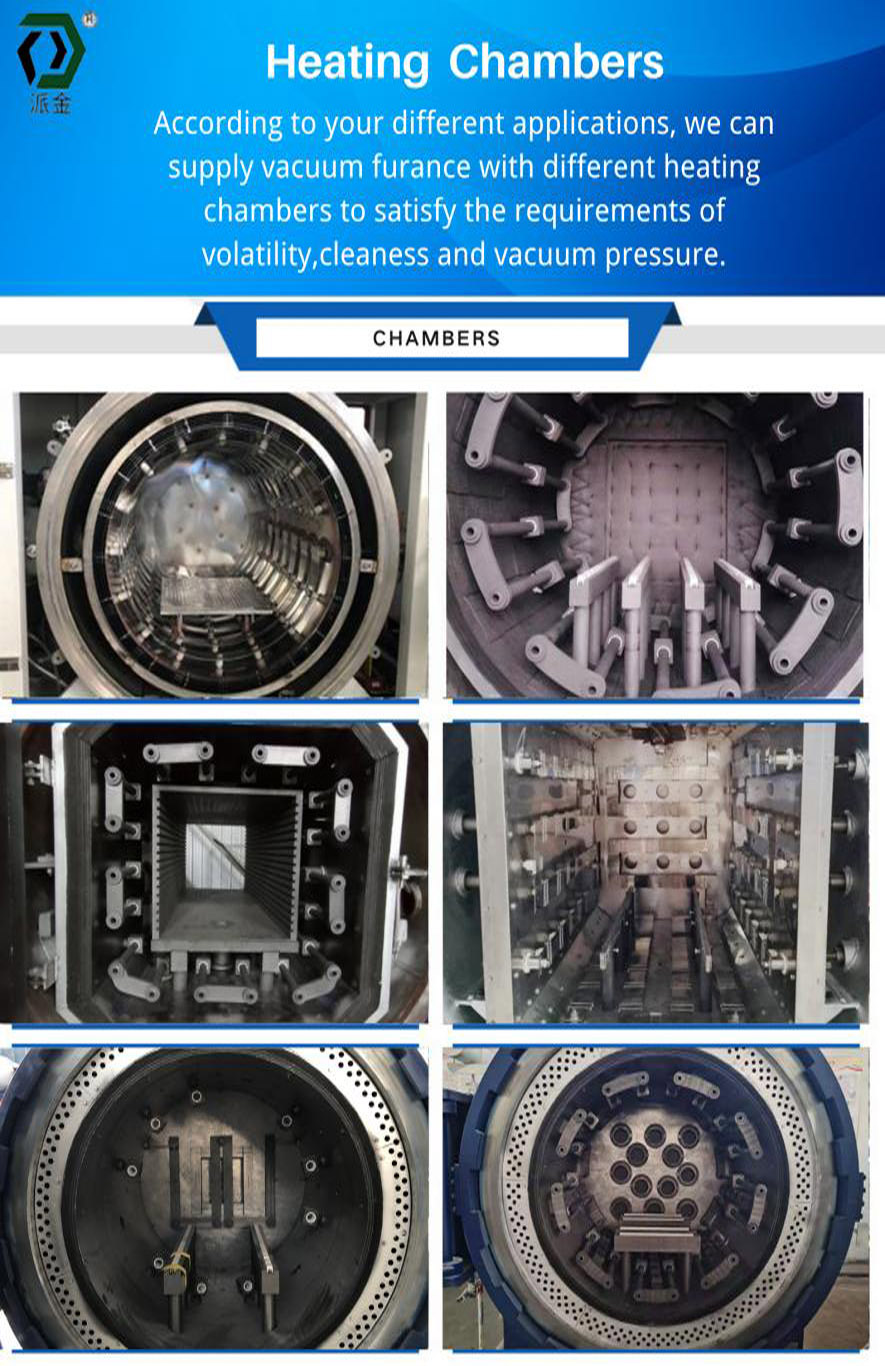
Piec próżniowy do hartowania gazowego Paijin to piec próżniowy składający się z korpusu pieca, komory grzewczej, wentylatora mieszającego na gorąco, układu próżniowego, układu napełniania gazem, układu próżniowego ciśnienia parcjalnego, układu sterowania elektrycznego, układu chłodzenia wodnego, układu hartowania gazowego, układu pneumatycznego, automatycznego wózka podającego materiał do pieca oraz układu zasilania.



Aplikacja
Paijin Piec do hartowania gazowego w próżninadaje się do hartowania materiałów takich jak stal matrycowa, stal szybkotnąca, stal nierdzewna itp.; do rozpuszczania materiałów takich jak stal nierdzewna, tytan i stopy tytanu; do wyżarzania i odpuszczania różnych materiałów magnetycznych; może być stosowany do lutowania twardego i spiekania próżniowego.

Charakterystyka
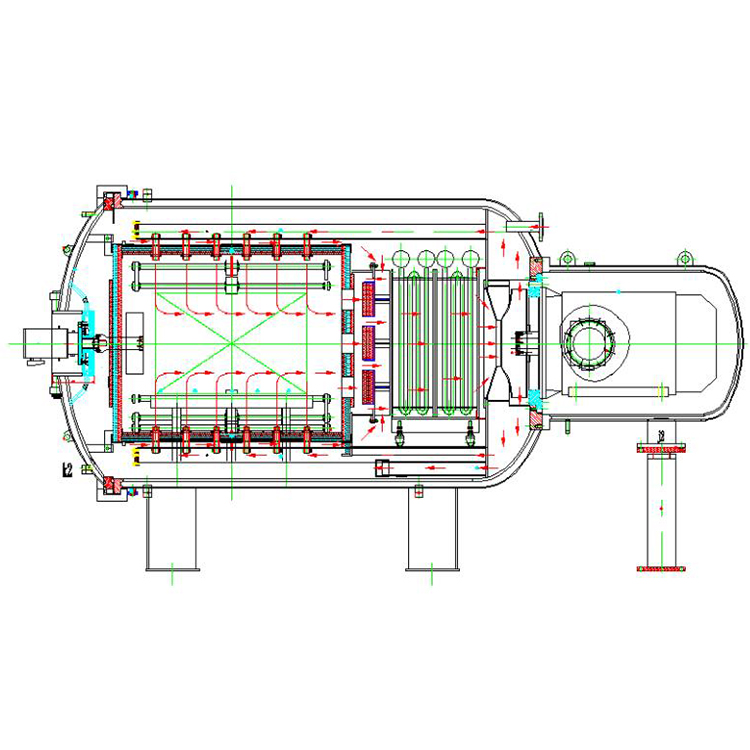
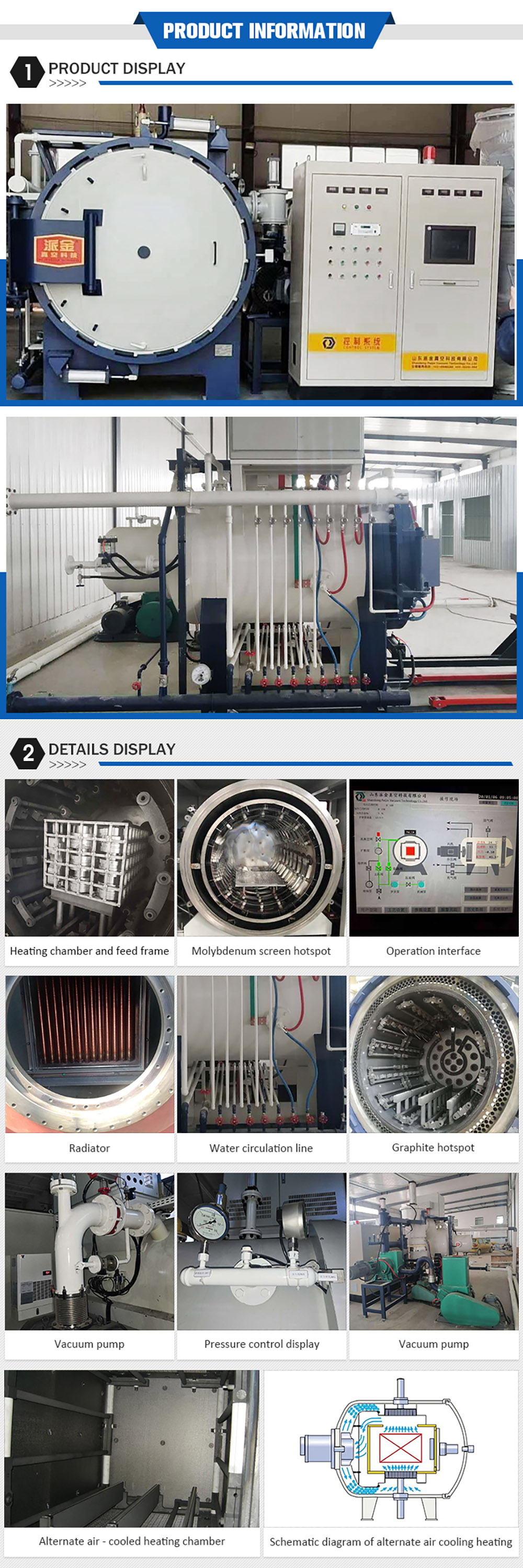
1. Wysoka prędkość chłodzenia:Dzięki zastosowaniu wysokowydajnego kwadratowego wymiennika ciepła, wydajność chłodzenia wzrosła o 80%.
2. Dobra równomierność chłodzenia:Dysze powietrzne są równomiernie i przesunięte wokół komory grzewczej.
3. Wysoka oszczędność energii:Dysze powietrzne zamykają się automatycznie podczas nagrzewania, co pozwala zaoszczędzić o 40% energię.
4. Lepsza równomierność temperatury:elementy grzewcze są równomiernie rozmieszczone wokół komory grzewczej.
5. Nadaje się do różnych środowisk procesowych:Warstwa izolacyjna komory grzewczej wykonana jest z kompozytowej, twardej warstwy izolacyjnej lub metalowego ekranu izolacyjnego, odpowiedniego do stosowania w różnych środowiskach.
6. Inteligentne i łatwe w programowaniu procesów, stabilne i niezawodne działanie mechaniczne, automatyczne, półautomatyczne lub ręczne alarmowanie i wyświetlanie usterek.
7. Sterowanie konwersją częstotliwości wentylatora do hartowania gazowego, opcjonalne ogrzewanie powietrza konwekcyjnego, opcjonalny 9-punktowy pomiar temperatury, hartowanie ciśnieniem cząstkowym i hartowanie izotermiczne.
8. Z całym systemem sterowania opartym na sztucznej inteligencji i dodatkowym systemem obsługi ręcznej.
Specyfikacja i parametry modelu standardowego
| Specyfikacja i parametry modelu standardowego | |||||
| Model | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Efektywna strefa gorąca LWH (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900 * 1600 |
| Masa ładunku (kg) | 300 | 500 | 800 | 1200 | 2000 |
| Maksymalna temperatura (℃) | 1350 | ||||
| Dokładność kontroli temperatury (℃) | ±1 | ||||
| Jednorodność temperatury pieca (℃) | ±5 | ||||
| Maksymalny stopień próżni (Pa) | 4,0 * E-1 | ||||
| Szybkość wzrostu ciśnienia (Pa/H) | ≤ 0,5 | ||||
| Ciśnienie gaszenia gazem (bar) | 10 | ||||
| Struktura pieca | Pozioma, jednokomorowa | ||||
| Sposób otwierania drzwi pieca | Typ zawiasu | ||||
| Elementy grzewcze | Elementy grzejne grafitowe | ||||
| Komora grzewcza | Struktura składu filcu twardego i miękkiego grafitowego | ||||
| Typ przepływu z gaszeniem gazowym | Przepływ pionowy naprzemienny | ||||
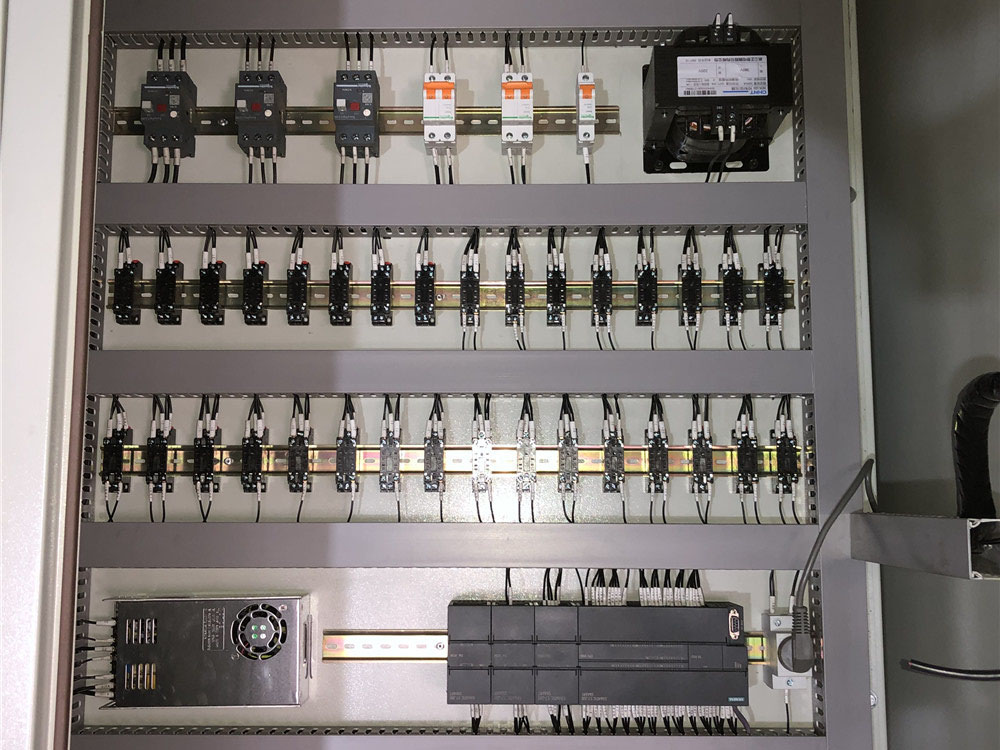
| PLC i elementy elektryczne | Siemens | ||||
| Kontroler temperatury | EUROTHERM | ||||
| Pompa próżniowa | Pompa mechaniczna i pompa korzeniowa | ||||
| Dostosowane opcjonalne zakresy | |||||
| Maksymalna temperatura | 600-2800 ℃ | ||||
| Maksymalna temperatura stopnia | 6,7 * E-3 Pa | ||||
| Ciśnienie gaszenia gazem | 6-20 barów | ||||
| Struktura pieca | Poziome, pionowe, jednokomorowe lub wielokomorowe | ||||
| Sposób otwierania drzwi | Typ zawiasowy, Typ podnoszony, Typ płaski | ||||
| Elementy grzewcze | Elementy grzejne grafitowe, elementy grzejne Mo | ||||
| Komora grzewcza | Filc grafitowy, ekran odbijający w całości wykonany z metalu | ||||
| Typ przepływu z gaszeniem gazowym | Przepływ gazu zmienny poziomy; Przepływ gazu zmienny pionowy | ||||
| Pompy próżniowe | Pompa mechaniczna i pompa korzeniowa; Pompy mechaniczne, korzeniowe i dyfuzyjne | ||||
| PLC i elementy elektryczne | Siemens;Omron;Mitsubishi;Siemens | ||||
| Kontroler temperatury | EUROTHERM;SHIMADEN | ||||
Kontrola jakości
Jakość jest duchem produktów i jest kluczowym punktem przy podejmowaniu decyzji o wyborze fabryki'Paijin traktuje jakość jako kwestię priorytetową w swojej codziennej pracy. Aby zagwarantować dobrą jakość naszych produktów, zwracamy szczególną uwagę na 3 aspekty.
1. Najważniejsze: Człowiek. Człowiek jest najważniejszy w każdej pracy. Oferujemy kompletne szkolenia dla każdego nowego pracownika i system ocen, który pozwala na przyporządkowanie każdego pracownika do odpowiedniego poziomu (młodszy, średni, wyższy). Pracownicy o różnym poziomie są przydzielani do różnych stanowisk z różnym wynagrodzeniem. W tym systemie ocen…'nie tylko umiejętności, ale także wskaźnik odpowiedzialności i wskaźnik błędów, uprawnienia wykonawcze itp. Dzięki temu pracownicy w naszej fabryce chcą wykonywać swoją pracę jak najlepiej. I ściśle przestrzegają zasad zarządzania jakością.
2. Najlepsze materiały i komponenty: Kupujemy tylko najlepsze materiały na rynku. Wiemy, że oszczędność 1 dolara na materiale kosztowałaby ostatecznie 1000 dolarów. Kluczowe części, takie jak komponenty elektryczne i pompy, to produkty marek takich jak Siemens, Omron, Eurotherm, Schneider itp. W przypadku pozostałych części produkowanych w Chinach, wybieramy najlepsze fabryki w branży i podpisujemy z nimi umowę gwarantującą jakość produktu, aby zapewnić, że każdy komponent, którego używamy w piecu, jest produktem najwyższej jakości.
3. Ścisłe zarządzanie jakością: W procesie produkcji pieca posiadamy 8 punktów kontroli jakości. Kontrola w każdym punkcie jest przeprowadzana przez 2 pracowników, a za nią odpowiada kierownik fabryki. W tych punktach kontrolnych materiały i komponenty oraz każdy aspekt pieca są poddawane podwójnej kontroli, aby zapewnić jego jakość. Na koniec, zanim piec opuści fabrykę, powinien zostać poddany ostatecznej kontroli, obejmującej eksperymenty obróbki cieplnej.

-

Piec do nawęglania próżniowego PJ-STG z hartowaniem gazowym...
-

Piec do wyżarzania próżniowego PJ-T
-

Piec do hartowania w oleju próżniowym Poziomy z...
-

Piec do spiekania izostatycznego na gorąco PJ-HIP
-

Piec do hartowania gazowego PJ-QS o superwysokiej próżni
-

Piec do spiekania próżniowego pod wysokim ciśnieniem